

TL;DR:
- Quality standards for eco-friendly paper bags include ISO 535, GSM, moisture content, and AQL benchmarks.
- Proper tools and documented procedures are essential for effective quality assurance checks upon receipt.
- Building a continuous QA system enhances brand credibility, reduces waste, and supports sustainable supply chain management.
A torn bag at the checkout counter or a grease-stained bottom on a takeout order tells your customer one thing: this brand doesn’t care about details. For retail and foodservice operators, poor-quality paper bags aren’t just an operational inconvenience. They trigger returns, complaints, and real damage to the brand image you’ve worked hard to build. Sourcing eco-friendly bags adds another layer of complexity because sustainability claims without verified standards are meaningless. This guide gives you a practical, step-by-step quality assurance checklist so every bag you receive actually performs the way it should.
Table of Contents
- Key quality benchmarks and standards
- Essential tools and documents for quality checks
- Step-by-step quality assurance checklist
- Troubleshooting and handling QA failures
- Verification and continuous improvement strategies
- Perspective: Why quality assurance for paper bags is a strategic advantage
- Trusted sources for certified, sustainable paper bags
- Frequently asked questions
Key Takeaways
| Point | Details |
|---|---|
| Follow industry benchmarks | Use standards like ISO 535, 4-8% moisture, and an AQL of 2.5 for reliable paper bag quality. |
| Prepare all tools and records | Have proper testing tools and supplier certificates ready before starting QA checks. |
| Run stepwise batch checks | Inspect for moisture, Cobb value, GSM, and visual defects with each shipment. |
| Document and resolve failures promptly | Keep records and act quickly when issues are found to protect your supply chain. |
| Treat QA as a brand asset | A strong QA process boosts reliability and enhances your sustainability reputation. |
Key quality benchmarks and standards
With the problem in focus, let’s look at what reliable standards actually mean for eco-friendly paper bag quality.
Before you can run a meaningful quality check, you need to know what you’re measuring against. Paper bag quality isn’t subjective. There are established industry benchmarks that give you objective pass or fail criteria, and understanding them is the foundation of any solid quality assurance checklist for packaging.
Here are the four most important parameters to know:
- ISO 535 (Cobb value): This test measures how much water a paper sample absorbs in a set time. A lower Cobb value means better water resistance, which is critical for foodservice bags carrying hot or moist items.
- GSM (grams per square meter): This is the weight of the paper. Higher GSM generally means thicker, more durable bags. Your supplier should deliver within a tolerance of ±4% of the specified GSM.
- Moisture content: Paper that’s too wet or too dry becomes structurally weak. The acceptable range is 4 to 8 percent moisture, with Cobb value and GSM tolerance at ±4%, and AQL 2.5 for visual defects.
- AQL 2.5 (Acceptable Quality Level): This is a statistical sampling standard. An AQL of 2.5 means that in a given sample, no more than 2.5% of units can have defects before the batch is rejected.
Here’s a quick reference table to keep on hand during procurement:
| Quality parameter | Acceptable range | Why it matters |
|---|---|---|
| Moisture content | 4 to 8% | Prevents structural weakness and warping |
| Cobb value (ISO 535) | As low as possible | Ensures water resistance for foodservice use |
| GSM tolerance | Within ±4% of spec | Confirms consistent paper weight and durability |
| AQL for visual defects | 2.5 or lower | Limits acceptable defect rate per batch |
| Print registration | No visible misalignment | Protects brand presentation |
Non-compliance with these standards has real business consequences. A bag with moisture above 8% will warp, lose handle strength, and potentially fail mid-use. A Cobb value that’s too high means your foodservice bags will soak through. Inconsistent GSM across a batch signals poor manufacturing control, which often predicts other problems down the line. Paying attention to sustainable paper bag design from the start helps you set the right specs before a single bag is produced.
Essential tools and documents for quality checks
Knowing the standards is just the start. Here’s what you’ll need on hand to run effective quality checks.
A quality check is only as good as the tools and paperwork behind it. Walking into a receiving dock without the right equipment is like trying to bake without measuring cups. You might get close, but you’ll never be consistent.
Physical tools you need:
- Moisture meter: A handheld device that measures the water content of paper samples. Essential for verifying the 4 to 8% moisture range.
- GSM scale and cutter: A precision scale paired with a circular cutter that removes a standard-sized sample. This gives you the actual weight per square meter.
- Cobb tester: A lab-grade device that measures water absorption per ISO 535. If you don’t have one in-house, request the supplier’s test reports from a certified lab.
- Visual inspection checklist: A printed or digital form listing every defect category, from printing misalignment to handle attachment issues to surface tears.
- Calipers: For spot-checking paper thickness, which correlates with GSM and overall durability.
Essential documents to request from your supplier:
- ISO certification reports for the specific paper grade used
- Moisture and Cobb value test results from the production batch
- AQL inspection records showing defect counts and sampling size
- Material origin certificates, especially for FSC-certified or recycled content claims
- Any third-party lab verification for eco-friendly or biodegradable claims
Here’s a comparison of running QA checks yourself versus relying on supplier-provided documentation:
| Approach | Pros | Cons |
|---|---|---|
| In-house testing | Full control, real-time results | Requires equipment and trained staff |
| Supplier-provided reports | Fast, low cost | Risk of bias, requires verification |
| Third-party lab testing | Highest credibility | Slower turnaround, additional cost |
| Combined approach | Best accuracy and accountability | Requires coordination and planning |
The combined approach is what serious buyers use. You review supplier documents first, then spot-check key parameters yourself. This catches discrepancies without requiring a full lab setup for every shipment. Understanding the paper bag design process also helps you ask better questions during supplier conversations, because you’ll know what specifications should have been locked in before production even started.
Pro Tip: Always ask your supplier for test reports from the specific production batch, not generic product-level certifications. Batch-specific reports are the only ones that actually tell you what’s in your shipment.
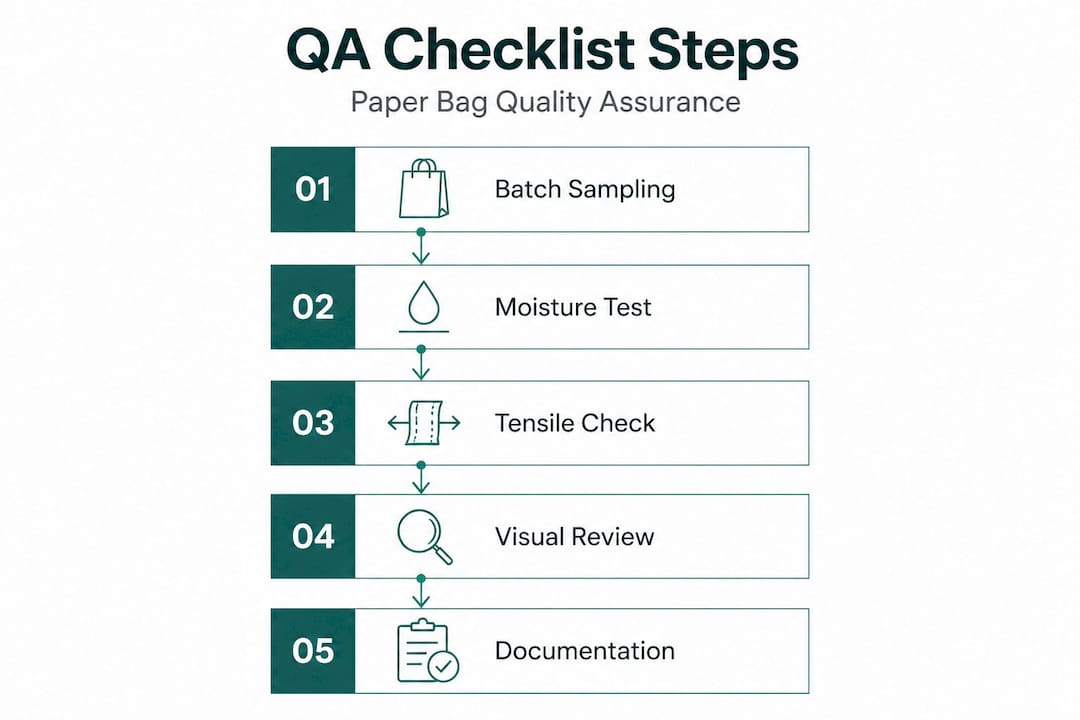
Step-by-step quality assurance checklist
With tools and documents ready, you’re set for hands-on QA. Here’s the step-by-step checklist to actually follow.
Understanding how paper bags are made gives you context for each of these checks. When you know where in the manufacturing process a defect originates, you can have a much more productive conversation with your supplier about root causes.
-
Receiving inspection. Before touching a single bag, review all supplier QA paperwork. Confirm batch numbers match the shipment. Check that test reports are dated within the production window. If documentation is missing or mismatched, flag the shipment before opening it.
-
Measure moisture content. Use your handheld moisture meter on at least 10 samples pulled from different positions in the shipment. Record each reading. Any reading outside the 4 to 8% range is a red flag. Average the readings and compare against the supplier’s reported value.
-
Evaluate Cobb value for water resistance. If you have a Cobb tester, run the ISO 535 test on three to five samples. If you’re relying on supplier reports, cross-reference the reported value against the batch number. For foodservice operators especially, this test is non-negotiable. A bag that absorbs too much water will fail in real-world use within minutes.
-
Verify GSM consistency. Use your GSM scale and cutter to weigh paper samples from at least five different bags. Calculate the average and check whether it falls within ±4% of the specified GSM. Significant variation across the batch suggests inconsistent raw material or production control problems.
-
Visual inspection using AQL 2.5. Pull a statistically valid sample based on your shipment size. For a shipment of 1,000 to 10,000 units, an AQL 2.5 sampling plan typically requires inspecting 125 to 200 units. Look for printing defects, handle misalignment, glue failures, surface tears, and color inconsistencies. Record every defect found. If the defect count exceeds the AQL 2.5 threshold, the batch fails.
-
Check handle attachment strength. Pull each handle firmly in the direction of normal use. Handles that detach easily or show stress marks at the attachment point indicate a bonding or stitching problem. This is one of the most common failure points for qualities of durable paper bags and one that customers notice immediately.
-
Document and sign off. Record all test results, the inspector’s name, the date, and the batch number. Whether the batch passes or fails, this documentation is your paper trail for supplier accountability.
Critical note: Never skip documentation, even for batches that pass. Traceability by batch and lot is the only way to identify patterns over time, protect yourself in disputes, and build a credible QA history that supports better supplier negotiations.
Pro Tip: Use a batch sampling strategy where you pull samples from the top, middle, and bottom of each pallet. Problems often cluster in specific positions due to compression, moisture exposure, or handling during transit.
Troubleshooting and handling QA failures
Even with a perfect checklist, issues can arise. Here’s how to spot failures and act quickly.

Some QA failures are obvious. Others are subtle enough to slip through an untrained eye. Knowing what to look for and how to respond protects your business from absorbing costs that belong to the supplier.
Common signs of a failed QA check:
- Warping or curling: Usually caused by moisture content outside the acceptable range. Bags that won’t lie flat or hold their shape are unusable.
- Surface tears or thin spots: Indicate GSM inconsistency or weak raw material. These bags will fail under load.
- Water bleed or ink smearing: Points to a Cobb value that’s too high, meaning the paper absorbed moisture and compromised the print. This is especially damaging for branded packaging.
- Inconsistent thickness: Visible or measurable variation across a batch suggests poor manufacturing control.
- Handle failures: Detached or weakly bonded handles are a safety and liability issue, particularly for heavy retail purchases.
When a batch fails one or more checks, follow this response sequence. First, quarantine the shipment and do not distribute it. Second, document every defect with photos and written records tied to the specific batch number. Third, notify your supplier in writing with the test results and defect evidence attached. Fourth, request a corrective action report that explains what caused the failure and how it will be prevented. If your bags include tamper resistant features, also verify that those mechanisms were not compromised during production.
Pro Tip: Maintain a rejection log that tracks every failed batch by supplier, date, defect type, and resolution outcome. After three to four entries, patterns become clear. You’ll know whether a supplier has a recurring moisture problem, a consistent GSM drift, or a handle bonding issue that they haven’t fixed. That data gives you leverage in renegotiations or the evidence you need to switch suppliers.
Verification and continuous improvement strategies
You’ve handled a failed batch. Now here’s how to lock in improvements and futureproof your QA program.
Running a QA checklist once is a good start. Building a system that improves over time is what separates businesses that consistently deliver quality from those that keep solving the same problems. Choosing the right paper bags is an ongoing decision, not a one-time purchase, and your QA data should inform every procurement cycle.
Here’s how to build a continuous improvement loop:
- Schedule periodic re-testing. Even for suppliers with a strong track record, run spot checks on every third or fourth shipment. Raw material sources change. Production staff turns over. Periodic testing catches drift before it becomes a crisis.
- Share findings with your supplier. Don’t just send rejection notices. Send trend reports. If moisture readings are creeping toward the upper limit over several batches, flag it before a batch fails. Proactive communication builds better supplier relationships and better products.
- Maintain supplier scorecards. Score each supplier on pass rate, documentation quality, response time to issues, and corrective action effectiveness. Review scorecards quarterly. Use them during contract renewals to set performance expectations with data behind them.
- Track batch histories in a centralized log. A spreadsheet or simple database that links batch numbers to test results, shipment dates, and defect records gives you a searchable history. This is invaluable when investigating a customer complaint or auditing a supplier’s performance over a year.
- Use QA data to refine your specifications. If you consistently see Cobb values near the upper limit of acceptable, tighten your spec. If GSM readings cluster at the low end of tolerance, adjust your order requirements. Your data tells you where the real risk is, and your specs should reflect that.
The acceptance criteria in ISO paper tests provide the baseline, but your QA program should evolve beyond the baseline as you accumulate real-world data from your specific supply chain.
Perspective: Why quality assurance for paper bags is a strategic advantage
Most businesses treat QA as a cost center. It takes time, requires equipment, and adds friction to procurement. That framing is exactly wrong, and it’s costing brands more than they realize.
When you build a rigorous QA program for your paper bags, you’re not just catching defects. You’re creating a documented record of your standards. That record becomes a negotiating tool with suppliers, a defense against liability claims, and a credibility signal to eco-conscious customers who want proof that your sustainability claims are real.
Here’s what most guides miss: QA consistency directly drives repeat business. Customers who receive a well-made, attractive bag that holds up through a full shopping trip remember it. They associate the bag’s quality with your brand’s quality. That connection is worth more than any marketing campaign. And the inverse is equally true. A bag that fails in a customer’s hands is a brand failure, not a packaging failure.
There’s also a sustainability angle that rarely gets discussed. Weak bags that fail early create more waste. A bag that tears after one use and goes straight to the landfill is not eco-friendly, regardless of what the material certification says. Genuine sustainability requires durability, and durability requires QA. Investing in paper bag branding that’s backed by real quality standards is how you earn the right to make environmental claims that customers actually believe.
The businesses that treat QA as a strategic function rather than an operational checkbox are the ones building supplier relationships that deliver better pricing, faster turnaround, and genuine accountability over time.
Trusted sources for certified, sustainable paper bags
If you’re ready to implement your QA checklist, here’s where to find suppliers who meet these high standards.
Gather Packaging is built around exactly the standards this checklist describes. Every product in our lineup is manufactured with FSC-certified materials, water-based inks, and documented quality controls that align with the benchmarks covered in this guide.
When you source from certified paper bag suppliers like Gather Packaging, you get full documentation, batch traceability, and products that are designed to pass the checks described here. Our made in Canada paper bags are produced domestically in Toronto, which means faster turnaround, easier supplier communication, and no guesswork about material origins. For businesses that need a versatile, durable everyday option, our Kraft paper bag options are available in multiple sizes and configurations, all backed by the quality assurance process your procurement team can verify.
Frequently asked questions
What are the minimum quality standards for retail paper bags?
Retail paper bags should meet ISO 535 for water resistance, maintain 4 to 8% moisture content, fall within ±4% GSM tolerance, and pass an AQL of 2.5 for visual defects. These benchmarks apply to both standard retail and foodservice applications.
How often should I conduct quality checks on paper bag shipments?
Check every new batch upon arrival and run periodic spot checks every third or fourth shipment for established suppliers. High-volume relationships and new suppliers warrant more frequent testing until a consistent track record is established.
What documentation should suppliers provide for paper bag QA?
Suppliers should provide ISO certification reports, batch-specific moisture and Cobb test results, AQL inspection records, and material origin certificates for any eco-friendly or FSC-certified content claims.
How do I respond if a batch fails quality checks?
Quarantine the shipment immediately, document all defects with photos and batch records, and notify your supplier in writing with the test evidence attached. Request a corrective action report before accepting any replacement shipment.
Share:
Types of retail packaging for eco-friendly branding success
Innovative ways to personalize shopping bags for your brand