

Finding packaging that checks every box, sustainable materials, consistent quality, and room for your brand, is harder than it sounds. Most business owners discover this only after a costly misstep with an overseas supplier or a bag that falls apart under a full grocery load. Understanding how paper bags are made from raw material to finished product gives you the knowledge to ask better questions, make smarter sourcing decisions, and choose customization options that actually serve your customers. This guide walks you through every stage of production, from kraft paper selection to handle attachment, so you can buy with confidence.
Table of Contents
- What you need: Materials, machinery, and requirements
- Step-by-step: The paper bag manufacturing process
- Customization options for branding and performance
- Common mistakes and quality checks in paper bag production
- Sustainability benefits and operational impact
- Get custom, sustainable paper bags for your business
- Frequently asked questions
Key Takeaways
| Point | Details |
|---|---|
| Right paper matters | Choosing the correct grade and weight of kraft paper ensures durability and brand alignment. |
| Customizable for brands | Domestic manufacturers enable eco-friendly branding, custom sizes, and practical bag features. |
| Sustainability built-in | Most modern paper bag production supports recycled content, chemical recovery, and lower emissions. |
| Quality checks crucial | Consistent inspection at each stage prevents defects and waste in your final bags. |
What you need: Materials, machinery, and requirements
Before a single bag takes shape, the right inputs have to be in place. Getting this foundation right is what separates a bag that holds up through a busy Saturday rush from one that splits at the seam.
Core materials used in paper bag production include:
- Kraft paper or recycled paper: The primary substrate. 60 to 120gsm kraft paper is recommended for retail and foodservice use, with unbleached options offering a lower environmental footprint.
- Water-based inks: Essential for eco-friendly printing. They reduce volatile organic compound (VOC) emissions compared to solvent-based alternatives.
- Adhesives: Food-safe, biodegradable adhesives are available and preferred for compostable bag lines.
- Laminates (optional): Polyethylene (PE) or polylactic acid (PLA) coatings add moisture resistance but can reduce recyclability. Use only when the application demands it.
- Handles: Twisted paper rope or flat paper handles, both recyclable and available in various weights.
Machinery typically includes automatic or semi-automatic bag-making machines, multi-color flexo printing units, and tension control systems that keep paper feed consistent at speed. The kraft paper process relies on precise machine calibration to avoid tears and misalignment.
| Specification | Retail bags | Foodservice bags |
|---|---|---|
| Paper weight (GSM) | 60 to 80gsm | 80 to 120gsm |
| Burst factor (BF) | 14 to 18 | 18 to 24 |
| Bottom style | Square bottom | Square or valve |
| Handle type | Twisted or flat rope | Twisted rope or none |
| Lamination | Optional | Often required |
When choosing paper bags for your operation, always factor in the expected load weight and whether the bag will be exposed to moisture or grease. These two variables drive most of the material decisions above.

Pro Tip: Match your paper GSM and burst factor to the heaviest load your bag will carry. Overspecifying wastes money. Underspecifying wastes bags and customer trust.
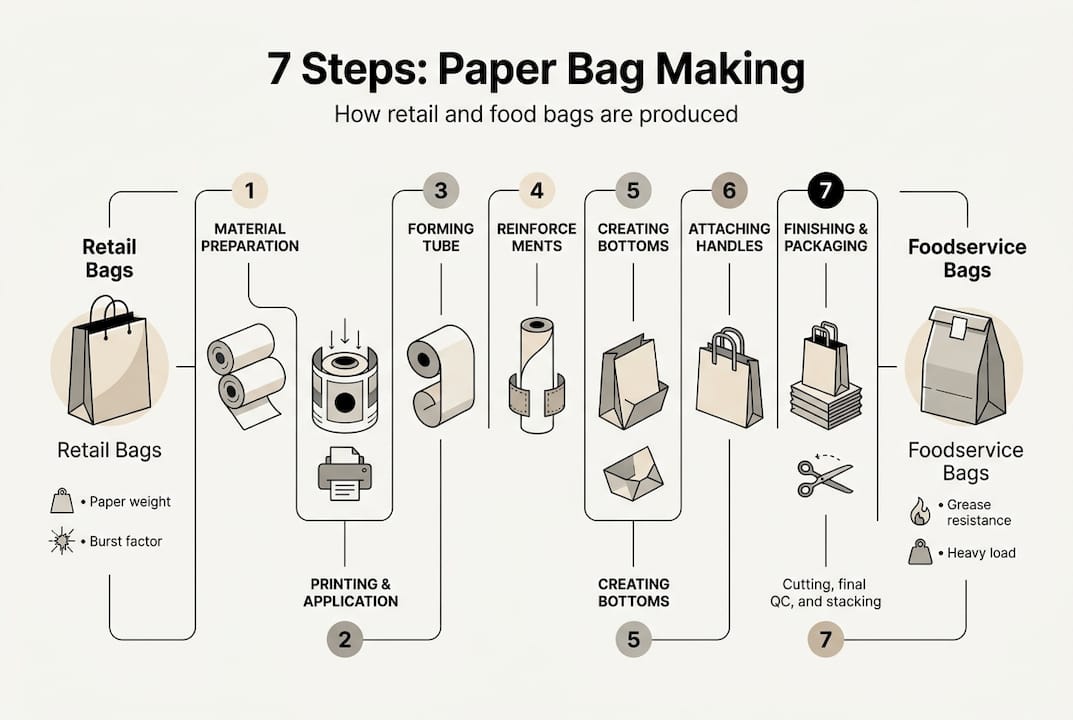
Step-by-step: The paper bag manufacturing process
With all essentials ready, here is exactly how paper bags are manufactured from start to finish. Each step is a decision point where customization and quality can be built in or lost.
- Material selection and pulping. Kraft or recycled pulp is processed into rolls of paper at the specified GSM. FSC-certified or high-recycled-content stock is selected at this stage. The standard process steps begin here and set the quality ceiling for everything that follows.
- Printing. Rolls pass through flexo or offset printing units. Water-based inks are applied in up to 8 colors for vibrant, brand-accurate results. This is where your logo, colors, and messaging become part of the bag. See custom printing options for what is possible with modern flexo equipment.
- Optional lamination. If moisture or grease resistance is needed, a thin PE or PLA coating is applied. Skip this step whenever possible to preserve recyclability.
- Slitting, cutting, and folding. Printed rolls are slit to width, cut to length, and folded into the bag’s basic tube shape. Precision here prevents misaligned seams and uneven edges.
- Bottom forming. The base is folded and glued into a square bottom for retail stability or a valve bottom for specialty applications. This step is critical for load-bearing performance.
- Handle attachment. Twisted or flat paper rope handles are threaded and glued or stitched into place. Handle strength is one of the most common failure points, so adhesive coverage and drying time matter.
- Inspection and packaging. Finished bags are checked for print registration, handle adhesion, seam integrity, and dimensional accuracy before being bundled for shipment.
Modern paper production has made automation a game-changer at scale. Automatic machines run at up to 80 bags per minute, dramatically cutting lead times for large orders.
| Factor | Manual production | Automatic production |
|---|---|---|
| Speed | 10 to 20 bags/min | 40 to 80 bags/min |
| Labor cost | Higher | Lower per unit |
| Consistency | Variable | High |
| Best for | Samples, small runs | Large commercial orders |
For a deeper look at how design choices interact with each step, the retail bag design guide breaks down how artwork files and structural specs work together.
Pro Tip: For foodservice and heavy retail loads, ask your manufacturer to confirm glue coverage at the bottom fold. Insufficient adhesive at this point is the leading cause of bag failure under weight.
Customization options for branding and performance
Now that you understand the standard process, here is how bags can be tailored to maximize your brand impact and meet specific operational needs.
Domestic manufacturers offer extensive customization across both aesthetics and function. That flexibility is one of the strongest arguments for sourcing locally rather than waiting weeks for overseas production.
Customization checklist for retail and foodservice owners:
- Print: 1 to 8 color flexo printing, spot colors, full-bleed designs
- Size: Custom width, depth, and height to fit your product range
- Bottom style: Square bottom for retail stability, valve for specialty items
- Handle: Twisted rope, flat rope, or no handle for lightweight bags
- Lamination: Water-based coating for light moisture resistance without sacrificing recyclability
- Material: High recycled content, FSC-certified stock, or virgin kraft
- Adhesives: Biodegradable options for fully compostable bag lines
- Window cut-outs: For bakery or specialty retail presentation
Modern equipment has also made production cleaner. Manufacturing upgrades can reduce carbon footprint by up to 30% compared to older machinery, which matters when you are making sustainability claims to your customers.
For branding with paper bags, the most impactful choices are usually print quality and handle style. These are the two elements customers notice and remember. If you want to see what is possible with domestic production, the Canadian-made options page shows the full range of styles available. You can also browse the complete custom printed bags catalog to match specs to your use case.
Common mistakes and quality checks in paper bag production
Even with the best process, certain mistakes can reduce bag quality or inflate costs. Here are the issues to watch for and how to keep your bags up to spec.
The most common production errors fall into four categories: wrong paper grade, poor moisture control, lamination overuse, and weak folding or gluing. Wrong paper grade or handling can trigger up to a 2% reject rate, which adds up fast on large orders.
“Maintaining 45 to 55% relative humidity in the production environment prevents paper jams, web breaks, and inconsistent folding throughout the bag-making process.”
Essential quality inspections, in order:
- Paper grade verification: Confirm GSM and burst factor match the approved spec sheet before production begins.
- Print registration check: Verify color alignment on the first run samples before committing to the full batch.
- Lamination adhesion test: If lamination is used, check for bubbling or delamination under stress.
- Bottom fold and glue inspection: Apply pressure to the base and confirm no separation occurs.
- Handle pull test: Each handle attachment point should withstand the rated load without tearing.
- Moisture content check: Paper moisture above 8% increases the risk of warping and seam failure.
- Dimensional accuracy: Measure a sample from each production run against the approved size spec.
The best way to manage these risks is to discuss them with your manufacturer before production starts, not after. A supplier with a documented quality assurance process will have checkpoints built into each stage rather than relying on a single end-of-line inspection.
Sustainability benefits and operational impact
Once you know the technical details, it is important to understand how they translate into real business outcomes. Sustainable manufacturing choices are not just good for the planet. They affect your margins, your compliance posture, and how customers perceive your brand.
Kraft pulping recovers chemicals in a closed loop, reducing waste and energy use compared to older open processes. Combined with recycled content inputs and modern low-emission equipment, the result is a bag with a significantly smaller footprint than plastic alternatives. For a full breakdown of the eco advantages over plastic, the numbers are more compelling than most business owners expect.
How manufacturing choices affect your brand and margins:
- Recycled content: Reduces raw material cost and supports sustainability marketing claims
- FSC-certified stock: Enables third-party verified environmental messaging on packaging
- Water-based inks: Lowers VOC emissions and qualifies bags for more recycling streams
- Biodegradable adhesives: Required for compostable certification in many markets
- Domestic production: Cuts shipping emissions and lead times, reducing inventory carrying costs
- Avoided lamination: Keeps bags in standard paper recycling streams, a growing customer expectation
Regulatory pressure on single-use plastics is increasing across North America, and retailers who already use certified paper bags are ahead of that curve. Customers notice, and so do procurement teams at larger retail chains evaluating supplier sustainability credentials.
Pro Tip: Ask your supplier for current emissions data and recycled content percentages in writing. That documentation is what turns a sustainability claim into a verifiable marketing asset. You can also review eco-friendly paper bags options to see what certifications are available.
Get custom, sustainable paper bags for your business
Knowing how paper bags are made puts you in a much stronger position when it is time to place an order. You know what questions to ask, what specs to request, and what quality checks to insist on.
At Gather Packaging, we manufacture custom printed paper bags domestically in Toronto, Canada, with full control over every step from material selection to final inspection. Our bags are available in FSC-certified and recycled content options, printed with water-based inks in up to 8 colors, and built to the exact dimensions your operation requires. Whether you are sourcing for retail, foodservice, or specialty use, our team can help you match specs to your sustainability goals. Explore our eco and compostable paper bags or learn more about our Canadian-made paper bags and request a quote to get started.
Frequently asked questions
What is the ideal paper grade for retail bags?
General retail bags perform best with 60 to 80gsm kraft or recycled paper, which balances load strength with material efficiency and recyclability.
How long does it take to manufacture custom paper bags?
With automatic machines running at 40 to 80 bags per minute, domestic manufacturers can typically complete custom batches within a few days to one week depending on order volume and print complexity.
Are laminated paper bags still recyclable?
Most PE-laminated bags are not accepted in standard paper recycling streams. Choosing water-based coatings instead of plastic laminates keeps bags compatible with recycling and compostable programs.
What quality controls are used for retail paper bags?
Standard inspections cover burst factor, print registration, handle pull strength, bottom fold adhesion, and dimensional accuracy, ideally checked at multiple points during the production run rather than only at the end.
Can I order paper bags made only with recycled materials?
Yes. Many manufacturers, including domestic producers, source high recycled content or FSC-certified kraft paper specifically to support verified sustainability goals and third-party certifications.
Share:
Top tamper resistant bag features for secure packaging
How to build an eco-friendly custom packaging workflow